

نمودار کنترلی G در نرم افزار آماری Minitab
1- مقدمه بر نمودار کنترلی G:
نمودار کنترلی G یا همان “G chart” توسط جیمز بنییان در سال 1991 براساس توزیع هندسی و منحصراً برای نمایش و کنترل رویدادهای نادر طراحی شده است. بنییان از آن زمان چندین مقاله در مورد نمودار G و یک نمودار دیگر (نمودار h) منتشر کرده است. اکثر کاربردهای ذکر شده در این مقالات برای پایش نرخ آلودگی در مراقبتهای بهداشتی، مانند عفونتهای بیمارستانی (به عنوان رویدادهای نادر) است. رویدادهای نادر میتواند در هر نوع فرایندی اتفاق بیفتد. در بیمارستانها مواردی مانند عفونتهای بیمارستانی، افتادن بیماران، خطاهای دارویی و سایر وقایع نامطلوب و نادر میتواند اتفاق بیفتد که با وجود نادر بودن بازهم منجر به اضافه شدن طول درمان و هزینههای بیمارستانی میشود.
نمودار P و نمودار U اغلب برای پایش رویدادهای جانبی مانند عفونتهای بیمارستانی استفاده میشود. اما نمودارهای P و U نیاز به مقدار زیادی از دادهها و تعاریف خاصی از دادهها دارند. به عنوان مثال، اگر از یک نمودار U برای پایش عفونتهای بیمارستانی استفاده میکنید، حضور هر روز بیمار در بیمارستان به عنوان یک فرصت در نظر گرفته میشود که ممکن است یک یا چند عفونت رخ دهد. بنابراین، دادهها تعداد عفونتها در هر روز بیمار است. اگر از نمودار P استفاده میکنید، دادهها تعداد روزهای بیمار است که در آن یک یا چند عفونت رخ میدهد. اگر نرخ وقوع رخدادها کم باشد (به عنوان مثال کمتر از 1%) برای رسم نمودار نیاز حداقل 12،500 بیماران (500 بیمار در هر گروه تحت 25 زیرگروه ) وجود دارد. این بدان معنی است که میتواند هفتهها، ماهها یا حتی سالها طول بکشد تا دادههای کافی برای رسم نمودار و شناسایی تغییرات جمعآوری شود. استفاده از توزیع هندسی به عنوان یک مدل احتمالی جایگزین در شرایط برای پایش رویدادهای نادر میتواند، بسیار مناسب باشد. در این شرایط میتوان از نمودار G استفاده نمود که در یک نمودار G، نیازی به جمع آوری دادههای بزرگ برای شناسایی علل خاص در حوادث نادر وجود ندارد.
2- موارد استفاده از نمودار کنترلی G
علاوه بر کاربرد ذکر شده برای حوزه پزشکی، رویدادهای نادر در سایر زمینهها هم نیز وجود دارد. به عنوان مثال یک برنامه نویس نیاز دارد تعداد خطاهای موجود در سطرهای برنامه نوشته شده را بررسی کند یا مسئول کنترل کیفیت یک شرکت تولیدی مایل است خطاهای احتمالی یک فرایند با بازدهی بالا و ضایعات کم را نمایش دهد. حوادث ایمنی خط تولید یا مشکلات موتور هواپیما هم نمونههایی از وقایع نادر به حساب میآیند.
صرفنظر از اینکه کار شما در زمینه بهداشت، نرم افزارهای کامپیوتری، تولید یا هر صنعت دیگری باشد، نمودارهای کنترلی همواره نقش مهمی در بهبود کیفیت ایفا میکنند. با استفاده از نمودارهای کنترل میتوان این وقایع نادر را بصورت گرافیکی نمایش داده و بررسی کرد که آیا فرایند مربوط به آن تحت کنترل یا خارج از کنترل و بنابراین نیازمند توجه و اقدام اصلاحی است. در ادامه این پست همراه با یک مثال نحوه رسم نمودار G یا همان G Chart برای پایش رویدادهای نادر در نرم افزار Minitab تشریح میشود.
3- رسم نمودار کنترلی G در نرم افزار Minitab
مثال: مدیر یک بیمارستان میزان عفونتهای پس از انجام یک عمل جراحی را کنترل میکند تا اطمینان حاصل شود که میزان عفونت در طول زمان کم است. کارکنان بیمارستان تاریخ هر عفونت را که پس از جراحیها اتفاق افتاده است، مطابق با جدول زیر ثبت نمودهاند. (دانلود فایل مثال در نرم افزار Minitab)
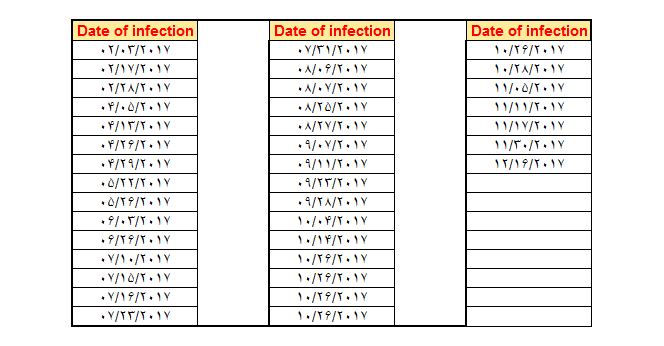
با استفاده از دادههای ارائه شده برای رسم نمودار G به صورت زیر عمل میشود:
1- Open the sample data, PostSurgicalInfections.MTW.
2- Choose .
3- From Form of data, choose Dates of events.
4- In Variables, enter Date of infection.
5- Click OK.
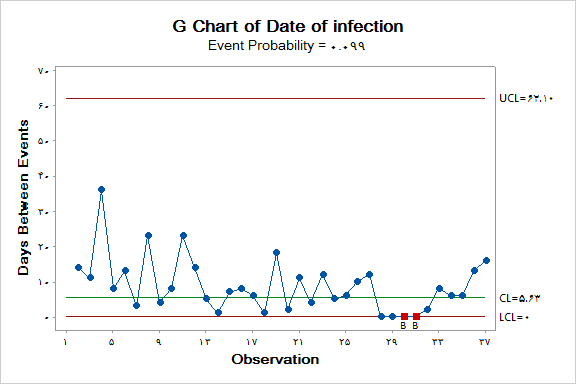
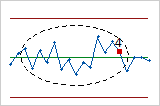
نمودار رسم شده توسط نرم افزار Minitab به صورت زیر است
3-1- تفسیر نتایج نمودار کنترلی G:
نمودار فوق نشان میدهد که به طور متوسط در هر 5.63 روز یکبار یک عوفت اتفاق افتاده است. در این نمودار، نقاط نشان دهنده تعداد روزهای بین مشاهده دو عفونت هستند. نقاط بالای حد کنترل بالا(UCL) مطلوبند چراکه نشان دهنده فواصل زمانی طولانی بین دو بار مشاهده عفونت است. نقاط نزدیک یا روی حد کنترل پایین(LCL) نامطلوب و نشان دهنده فواصل زمانی کوتاه بین دوبار مشاهده عفونت است. نرم افزار Minitab نقاطی را که به دلیل هریک از آزمونهای مربوط به حساس سازی نمودار نشان دهنده حالت خارج از کنترل هستند را با رنگ قرمز علامت دار میکند.
حد بالای نمودار G رسم شده فوق نشان می دهد این بیمارستان قابلیت دارد تا حدود 62 روز بدون مشاهده عفونت باشد. میتوان از نقاطی که در بالای نمودار(UCL) هستند برای آموختن دلایل این موفقیت استفاده کرد. درعین حال میتوان دید که تعداد روزهای بین دو مشاهده عفونت اخیراً شروع به کاهش کرده که نشان دهنده افزایش نرخ عفونت است. فرآیند خارج از کنترل است و باید علت افزایش نرخ عفونت مورد بررسی قراربگیرد. احتمال رویداد 0.099 است(احتمال رویداد احتمال رخداد در هر روز مشخص است) برای داده های عفونت، احتمال وقوع عفونت در یک روز خاص 9.9٪ میباشد و با توجه به این که 10/26/2017 چندین بار عفونت دیده شده نمودار نقطه سوم به بعد را با حرف B نشان میدهد که علت را باید پیگیر بود.
3-2- تعیین علل خاص (آزمونهای مربوط به حساس سازی نمودار):
آزمونهای زیر برای شناسایی عوامل اکتسابی (علل خاص) در فرایند استفاده میشوند این آزمونها ارزیابی می کند که آیا نقاط رسم شده به صورت تصادفی در محدوده کنترل توزیع می شوند یا خیر.
آزمون1: یک نقطه خارج از حدود سه انحراف معیار: که این تست به صورت جهانی برای تشخیص موقعیت خارج از کنترل شناخته شده است که اگر به دنبال شناسایی تغییرات کوچکی در فرآیند باشید از تست دوم یعنی 9 نقطه یک طرف خط مرکزی می توانید استفاده کنید و نمودار از حساسیت بیشتری برخوردار می گردد.
آزمون 1: یک نقطه خارج از حدود سه سیگما از خط مرکزی
آزمون بنییان: سه نقطه پشت سرهم دارای مقدار صفر. این تست به عنوان زیرمجموعه ای از آزمون 1 در minitab نمایش داده میشود. درصورت رد شدن این تست در نمودار علامت B نشان داده می شود.
آزمون بننیان: نقطه متوالی برابر 0
آزمون 2: 9 نقطه پشت سرهم، در يك طرف خط مركزي باشند: در صورت انتخاب این آزمون در نرم افزار تغییرات در نسبت نقص ها مشخص میشود.
آزمون 2: نه نقطه پشت سر هم در یک طرف از خط مرکز
آزمون 3: شش نقطه پشت سرهم، داراي روند صعودي يا نزولي باشند: در صورت انتخاب این آزمون در نرم افزار، شناسایی روند افزایشی یا کاهشی متوالی توسط نرم افزار نمایش داده میشود.
آزمون 3: شش نقطه پشت سر هم به صورت افزایشی و یا کاهشی
آزمون 4: 14 نقطه پشت سرهم، بصورت يك در ميان بالا و پايين خط مركزي باشند.
آزمون 4: چهارده نقطه پشت سر هم به صورت یک در میان بالا و پایین
4- مزایا نمودار کنترلی G
هنگامی که رویدادهای نادر را با یک نمودار معمولی نظیر P یا U نمودار بررسی میشود، برای تعیین حدودهای کنترل دقیق، به اندازه نمونههای بزرگ نیاز است. بنابراین، جمع آوری دادههای برای شناسایی تغییرات نامطلوب ممکن است چند ماه یا حتی چند سال طول بکشد. درحالی که با یک نمودار G، نیازی به جمع آوری دادههای بزرگ برای شناسایی علل خاص در رویدادهای نادر نیست.
رسم و استفاده از نمودار G بسیار ساده است. تنها چیزی که نیاز دارید اطلاعات مربوط به فاصله زمانی (یا تعداد تولید سالم) بین دوخرابی است. همانند سایر نمودارهای کنترل، نمودار G دارای خط مرکزی و حدود کنترل بالا و پایین است. دادههای واقعی که بر روی نمودار ترسیم میشوند، تعداد تولید یا فاصله زمانی بین نقصها هستند.
علاوه برمزیت ساده بودن، این نمودار کنترل، نسبت به نمودارهای مشابه سنتی، حساسیت آماری بیشتری برای تحت کنترل نگهداشتن وقایع نادر در اختیار قرار میدهد. از آنجا که وقایع نادر بسیار به ندرت اتفاق میافتند، نمودارهای کنترل سنتی مانند نمودار P در شناسایی تغییرات فرایند در دورههای زمانی موفق نیستند و همانطور که اشاره شد به دلیل پایین بودن نرخ وقوع اتفاقات، برای تهیه آنها به اندازه نمونههای بزرگی نیاز است. علاوه بر دشواری جمع آوری تعداد بسیار زیاد داده، این مساله باعث میشود زمان شناسایی تغییرات فرآیند به تاخیر بیفتد. خوشبختانه برای رسم نمودار G و شناسایی تغییرات فرآیند نیاز به تعداد دادههای فراوان نیست.
یکی دیگر از فواید رسم نمودار G این است که نیازی به جمعآوری و ثبت دادهها و محاسبه درصد و احتمال خرابی ندارد. مثلا، اگر خطاهای دارویی را با استفاده از نمودار P پایش شود، باید حساب تعداد دفعاتی که به هر بیمار دارو داده شده و تعداد دفعات اشتباه در این زمینه را داشت و بر اساس آن درصد خطا را محاسبه کرد. درحالی که برای رسم نمودار G تنها کافیست که تاریخ روزهایی که در آنها خطای دارویی اتفاق افتاده را داشته باشید. توجه داشته باشید که نمودار G فرض میکند که فرصتها و یا داروهایی که در این مثال اعمال میشود، ثابت هستند.
5- معایب و مشکلات نمودار G
یک مشکل در نمودار G این است که شما معمولاً نمیتوانید نقاطی را که در زیر حد کنترل پایین قرار دارند بدست آورید، زیرا حد کنترل پایین همیشه صفر بوده و مقدار حداقل داده نیز صفر است. نکته اینجاست که نقاط پایین نمودار و نقاط روی حد پایین (صفر) هشدارهایی هستند که باید مورد توجه قرار بگیرند.
به لحاظ عملی، شما میخواهید یک نرخ غیر معمول را پایین بیاورید تا ببینید که در طول این مدت چه کاری انجام دادید و همچنین میخواهید در اسرع وقت به میزان غیرمعمول پاسخ دهید تا علت افزایش نرخ را تعیین کنید. بنابراین، نمودار G، با استفاده از آزمون 1 (1 نقطه خارج از حدود سه سیگما از خط مرکزی)، تشخیص کافی از تغییر در میزان عوارض جانبی را که بیشترین نگرانی است، را نشان نمیدهد. در واقع مشاهده این حالت خارج از کنترل (آزمون 1) نشان دهنده بهبود قابل توجه فرایند و کاهش چشمگیر خطاهاست.
چندین راه حل برای این مشکل پیشنهاد می شود.
راه حل اول: این است که از تستهای اضافی استفاده کنید: تست 2، تست 3 و تست 4. انتخاب تست 2منطقی ترین گزینه است. (9 نقطه پشت سرهم زیر خط مرکزی احتمالا نشانه ای از افزایش مشکل است.)
راه حل دوم: آزمون “بنییان” است . این آزمون برای شناسایی نرخ های بالا یک رویداد به کار می رود. در Minitab آزمون Benneyan را میتوان انجام داد. آزمون Benneyan تعداد نقاط رسم شده پی در پی را که برابر با صفر است، شمارش میکند که در صورت وجود این حالت نرم افزار آن را با حرف B نشان داده میدهد.
پست فوق برگرفته شده از مقالات ارائه شده در وب سایت نرم افزار Minitab میباشد.
6- برگزاری دوره آموزش کنترل فرایند آماری (SPC)
جهت هماهنگی برای برگزاری دوره آموزش کنترل فرایند آماری (SPC) با نرم افزار Minitab میتوانید با ما تماس بگیرید.
1 دیدگاه
به گفتگوی ما بپیوندید و دیدگاه خود را با ما در میان بگذارید.



عالی ممنون